Heat treatment facilities of the future
EBNER.blog | Marius Kreuzeder, EBNER Industrieofenbau, Austria
Heat treatment facilities of the future.
The effects of increasing global energy demand on grain-oriented electrical strip.
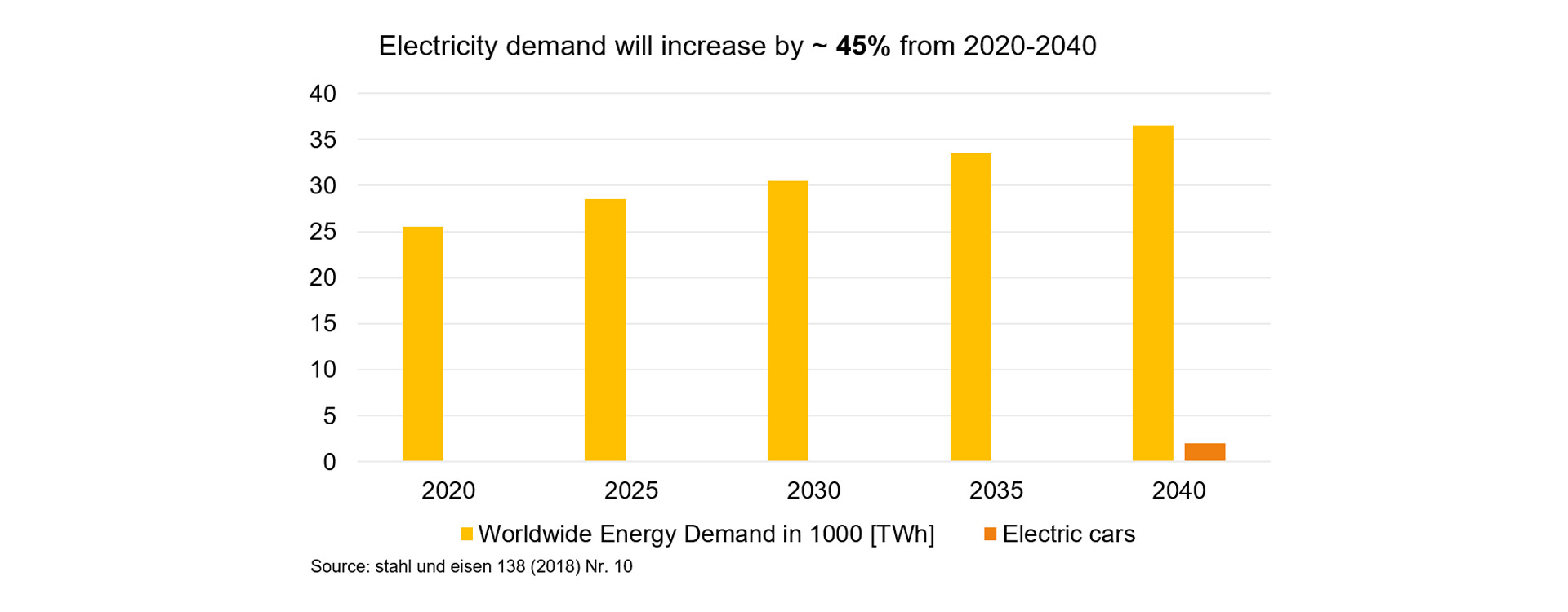
The global demand for electrical power will grow by about 45 % between 2020 and 2045. In turn, this will require expansion of existing energy infrastructure over the next few decades. The increase in demand will be caused not only by the increasing numbers of electric vehicles, but also by the general increase in the availability of electricity throughout the world. Paired with the demand for power is a strong and ever-increasing interest in grain-oriented electrical steel strip (~7 % CAGR), which is used in the manufacture of efficient transformers.
Transformers are essential components of any power distribution network. They are needed to convert current into a suitable form before it can be transported or used.
The core of the transformer needed for this conversion consists of efficient grain-oriented (GO) electrical steel strip, which is also known under a variety of names such as silicon steel and transformer steel. Transformers can be generally divided into two types, large power transformers and the smaller distribution transformers.
The use of standard grades of CGO (conventional grain-oriented) steel is generally used for distribution transformers, while the highly-efficient HGO (highly permeable grain-oriented) grades are preferred for power transformers.
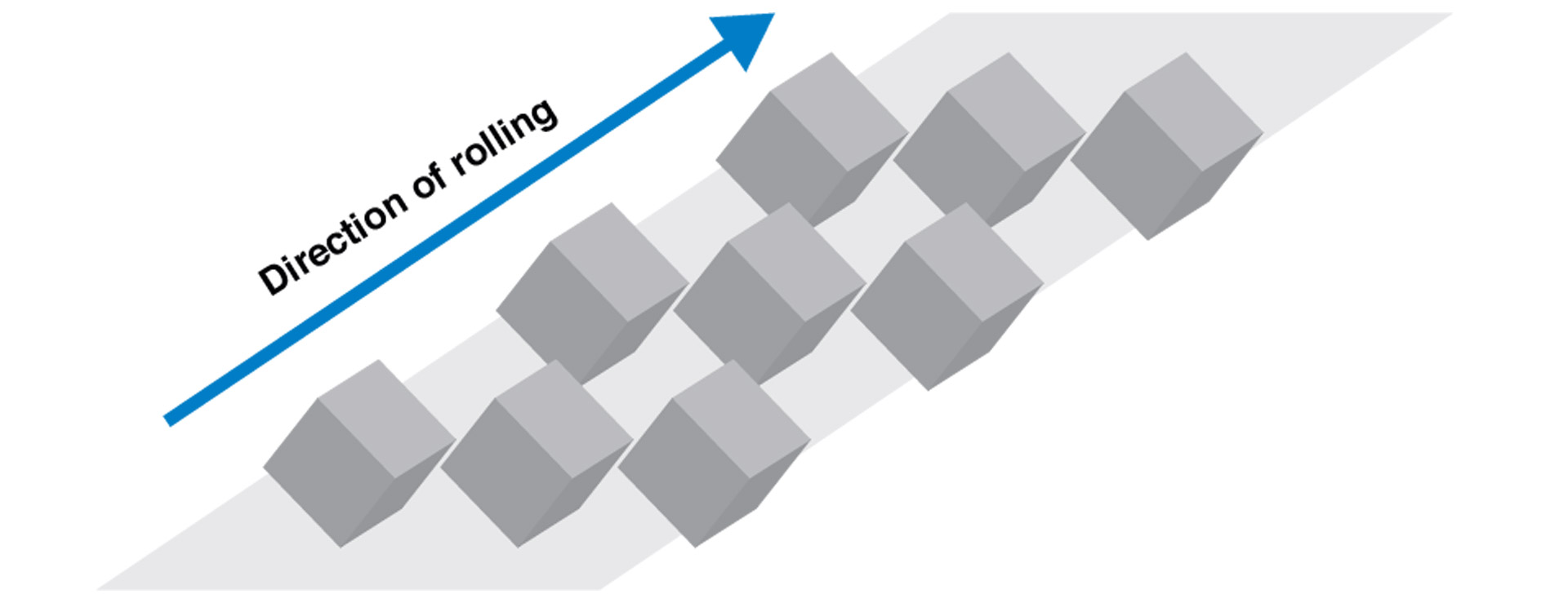
Grain-oriented electrical steel strip is particularly wellsuited for use in transformers, as in static applications the magnetic fluxes run in defined directions. The grain oriented electrical steel strip has outstanding magnetic properties in the direction of rolling, due to a preferential orientation of the grains. The strict orientation of the easily-magnetizable grains, known as “Goss” orientation (see figure Perfect Goss orientation of the grains in the direction of rolling), makes the magnetization processes in the direction of rolling very favorable in terms of energy.
To reduce eddy current losses and improve energy efficiency, extremely thin material (0.18 – 0.35 mm) is used, grain sizes up to several cm are selected and the material is alloyed with around 3 % Si.
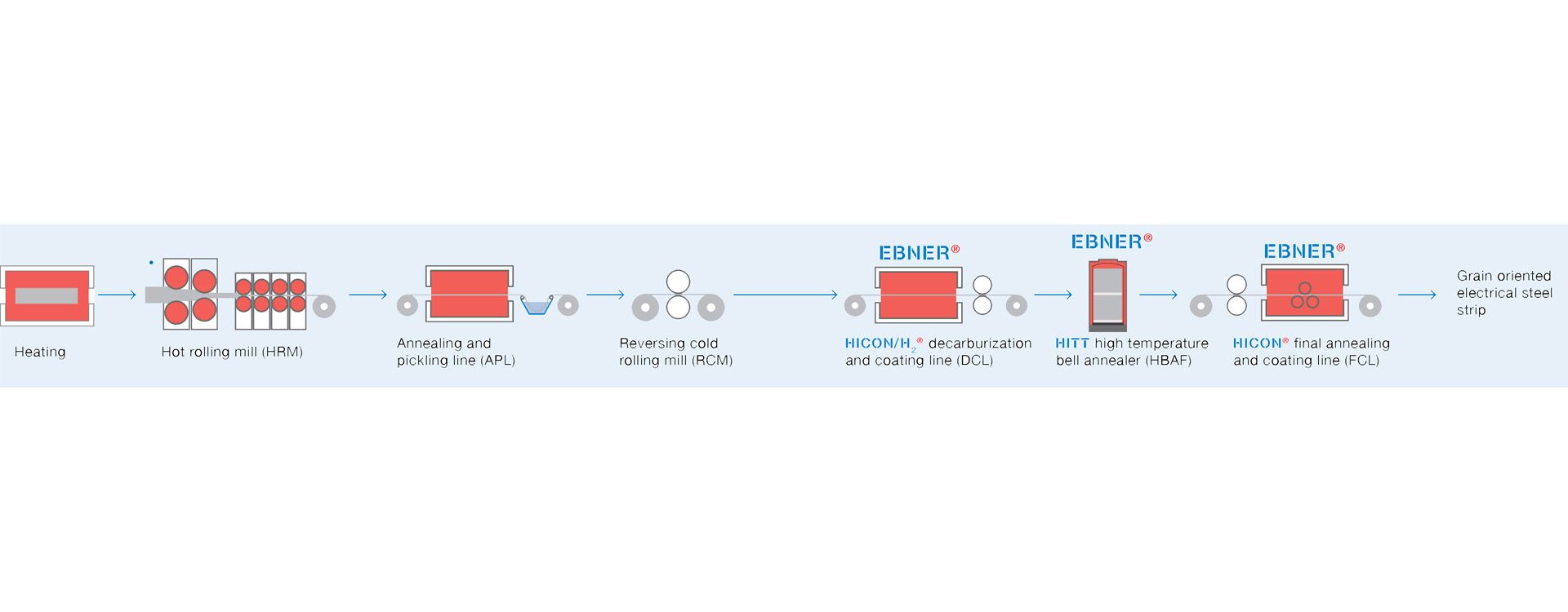
Compared to NGO electrical steel strip, the production of GO electrical steel requires a highly complex, multistage heat treatment process. The complete production workflow can be seen in the figure shown below. It is very important that the individual heat treatment steps are perfectly matched with the alloying system in order to achieve the best magnetic properties. EBNER offers the facilities described below for this application:
HICON/H2® decarburizing and coating line (DCL)
After cold rolling, grain-oriented electrical steel strip is heat treated in a continuous furnace to decarburize and recrystallize it. In EBNER HICON/H2® decarburizing lines, this process takes place in a finely-tuned and precisely-maintained furnace atmosphere. The highly efficient and consistent decarburization process inhibits magnetic aging, and ensures the long-term efficiency of a transformer. Optionally, ammonia can also be used to nitride special HGO (highly-permeable grain-oriented) grades in a nitriding zone following decarburization, which improves magnetic characteristics even further during the high-temperature anneal. The strip is then cooled slowly and evenly, and coated with a magnesium oxide layer in either an in-line or off-line process. EBNER offers these lines in cooperation with selected strip handling partners.
THE STRENGTHS OF AN EBNER FACILITY, COMPARED TO STANDARD DESIGNS, PROVIDE SIGNIFICANT ADVANTAGES TO OUR CUSTOMERS AND INCLUDE THE FOLLOWING:
Precise atmosphere flow, separation of atmospheres and exact control of the atmosphere humidification and supply system.
- Perfect dewpoint control using the humidifier
- Controlled convection to ensure even decarburization
- Low CO levels to increase the decarburization rate
- No contamination of the atmospheres from the different technological zones
Extremely low carbon contents (< 0.0030 % C, 30 ppm) ensure the best possible magnetic properties without aging.
The very latest burner/radiant tube technology and rapid heating-up systems for high heating gradients to achieve efficient decarburization and improved texture (crystalline orientation).
HITT high temperature bell annealer facility (HBAF)
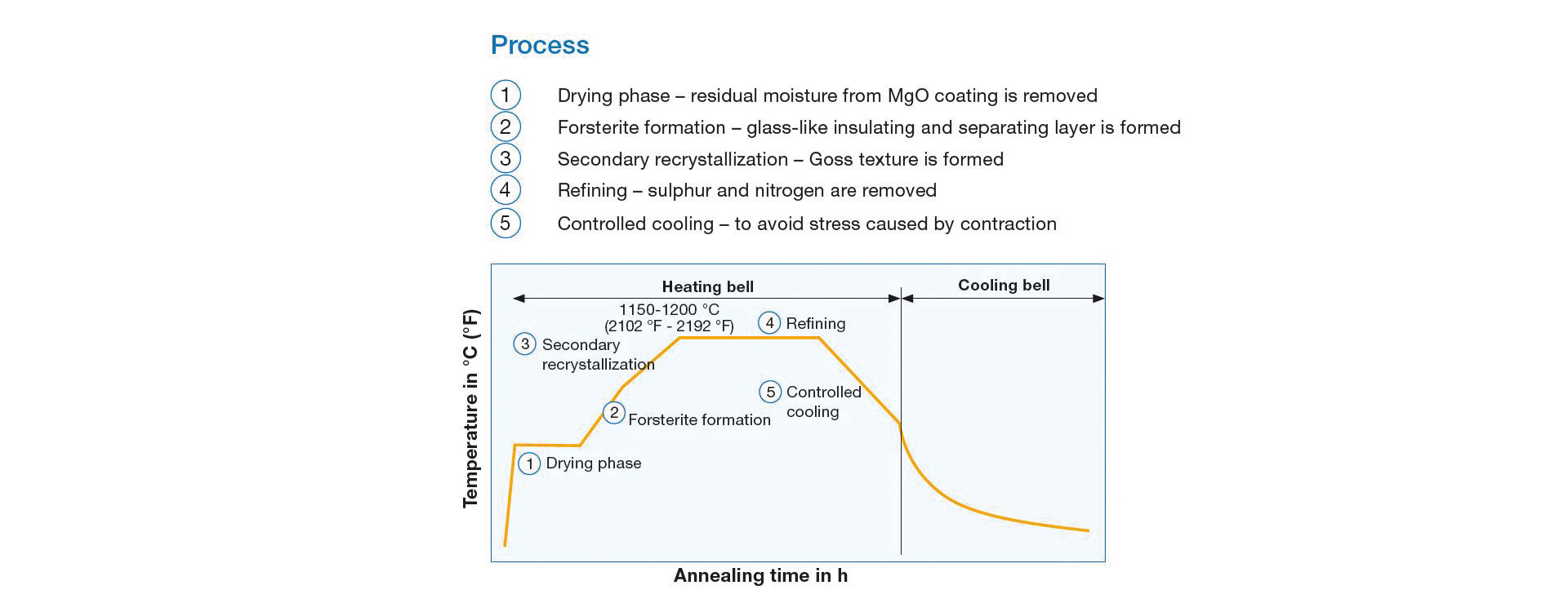
For high-temperature anneals (HTA), EBNER has developed the HITT (High Temperature & Tight) line of 2-stack bell annealers High-temperature anneals use secondary recrystallization to form grains with the magnetically advantageous Goss texture (3). The high processing
temperatures (above 1150 °C) and straight hydrogen atmospheres also remove sulfur and nitrogen from the material. First, a drying phase (1) is used to dry the MgO coating applied during an upstream process, which inhibits the formation of stickers in the wraps at high workload space temperatures by forming a Forsterite layer (2). The processing steps (1 – 5) of the high-temperature anneal are depicted schematically below.
In contrast to standard multi-stack furnace designs, a HITT bell annealer is a gas-tight design in which each coil stack is enclosed within a single heating bell. The atmosphere around each coil stack is isolated from the surrounding heating or cooling chamber by the hydraulically-clamped inner cover, with its silicone seal.
The heating system may be gas-fired or electric, ensuring that the facility operates as economically as possible. A cooling bell is employed to ensure rapid cooling, which takes place in 100 % hydrogen.
The features described above provide customers with significant advantages when compared to standard designs:
Homogeneous magnetic properties, shorter annealing cycles, extended inner cover service life, increased productivity due to uniform temperature distribution within the charge stack thanks to the pat ented coil support structure and symmetrical heating.
Significantly reduced consumption of N2 and H2 (up to 50 %, compared to other designs) thanks to the encapsulated workload space; argon is not required as a process atmosphere in the cooling phase.
Significantly increased productivity, improved surface finish and prevention of further nitriding by cooling in 100 % hydrogen atmosphere.
HICON® final annealing and coating line (FCL)
The HICON® final annealing and coating line is the last production step in terms of heat treatment. The material is coated with an inorganic and surfactant insulating coating, and is then dried and sintered in a catenary furnace. This is followed by thermal leveling (thermo-stretching) in a continuous furnace, which takes place in atmosphere to improve flatness without affecting the magnetic characteristics. In this production step, the challenge is not only to provide the correct strip tension but also to apply the correct thickness/composition of coating to achieve optimal magnetic and geometric properties.
EBNER offers these lines in cooperation with selected strip handling partners.
Unique characteristics of our lines include the following:
>> Controlled thermal leveling provides perfect control over the geometric properties of the final product.
>> Homogeneous controlled cooling ensures ideal flatness and prevents interior stresses.